The aim of the project is the further development of structures made of carbon fibre-reinforced high-performance plastics for space travel. In the first half of the term, the manufacturing technology for the production of solid fuel engines for the Ariane 6 was further developed. In the final phase, the Institute of Structures and Structural Technologies is working on the design and construction of cryogenic tanks for an upper stage of a future launcher system.
PROCOMP: Hydrogen Fuel Tank Demonstrator
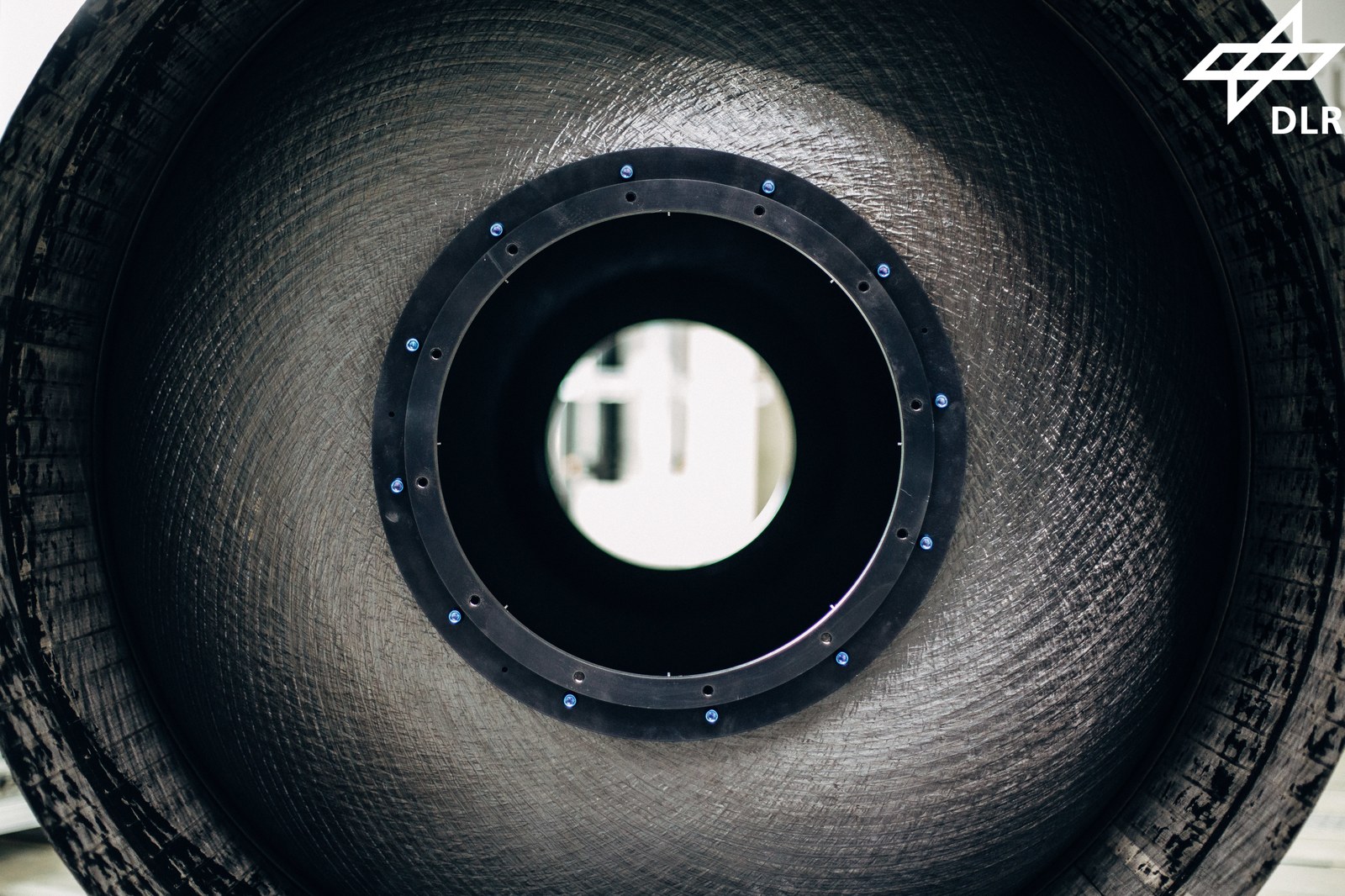
In order to fully utilise the potential for weight savings the concept for the tank incorporates consideration for the integration of internal systems, as well as assembly and integration of the finished tank in the main structure of the upper stage. This led to a two parted design where the main part of the tank including one of the domes, the cylindrical area of the tank and the skirts are manufactured individually from the second dome. Both parts are later assembled by means of ultrasonic welding. The final tank design was scaled to the outer diameter of 1.3 meters and has a total length of 2.3 meters. The demonstrator was conceived as a manufacturing demonstrator. The main goal was to prove feasibility of the concept and validate different technologies currently under development. Therefore, the tank was built with a single stage thermoplastic in-situ automated fibre placement (AFP) process utilising a newly developed xenon flashlamp as heat source. The manufacturing demonstrator was only one part of the project. Other workpackages included permeability tests and tests of the mechanical strength of the in-situ AFP process on a flat panel level.
Solid material housing for the Ariane 6 Booster
A manufacturing method using vacuum infusion technology was developed for the Ariane 6. In this process, a dry preform is built, which is then impregnated with resin. For this purpose, an auxiliary assembly including a membrane and a final vacuum foil is used. The resin is then infiltrated under vacuum and cured in the oven.
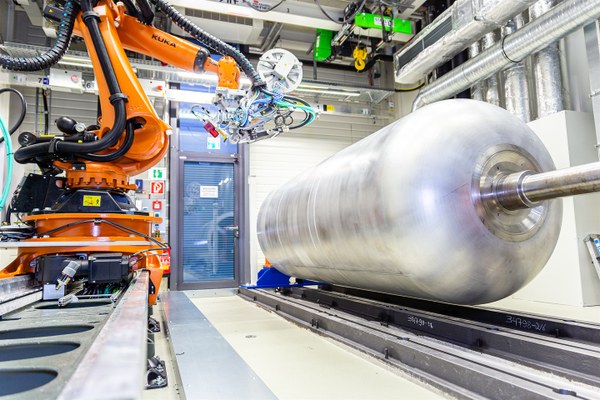
For the preform, the Centre for Lightweight Production Technology in Augsburg has established a robotic winding process. In addition, the fully automatic Dry Fibre Placement was integrated into the same plant, which enables an innovative fibre structure consisting of winding and taping layers. In order to create a qualitatively excellent and at the same time economical overall process, all automation potentials were raised. For example, the prefabrication of membranes was tested for the first time in the auxiliary material structure and time and resources were saved in the application of the auxiliary material structure by means of a semi-mechanical device. In addition, alternative construction methods to the structure defined in the previous project were determined and simulated.
All the equipment used in the process was integrated into a production network and the accumulating data, such as winding forces and temperature curves, were stored in a new time series database. These were processed and evaluated by means of process analysis.
A new matrix-cork combination was developed and tested for the external thermal insulation of the motor. It protects the structure from the impacting temperatures during flight.
Cryogenic composite upper stage for future launcher systems
For the further evolution of the Ariane rocket, PROCOMP supports the development of a prototype cryogenic upper stage. Since the upper stage tanks have to be equipped with numerous systems such as the propellant management, a material that can be excellently joined and further processed is desirable. Therefore, the institute is concentrating on the use of thermoplastic carbon fibre reinforced plastics. In the project, the available materials are being examined for their suitability for use and the thermoplastic Automated Fibre Placement (TPAFP), including its quality assurance, is being further developed. At the end of the project, a scaled production demonstrator is to demonstrate the technology level achieved and make the technology assessable compared to other production techniques.
Materialinvestigation
The main challenge of a cryogenic CFRP tank is sealing against the cold liquid propellants (LH2, LOX) due to the enormously small atomic sizes of the propellants. Fibre composites tend to micro-crack at low temperatures and thus to leak. To prevent this, sealing mechanisms on the thermoplastic CFRP (CF-PEEK and CF-PPS) were investigated in PROCOMP, which withstand the enormous strain differences during rocket fuelling and still show high performance. A special test rig has been developed to investigate the leakage rate.
For a simulation-based design of cryogenic tanks, the material properties at low temperatures are essential. In the project, all relevant data for thermoplastic CFRPs are determined in order to create a material model. It helps in the realistic design of the tanks in terms of strength and weight.
Construction
PROCOMP is developing a thermoplastic design for a cryogenic tank that makes optimum use of the material's advantages. Both the thermal and mechanical loads and a production-optimised design are taken into account. The functional integration of individual components is intended to further increase the performance of the structure.
Flashlamp in-situ AFP
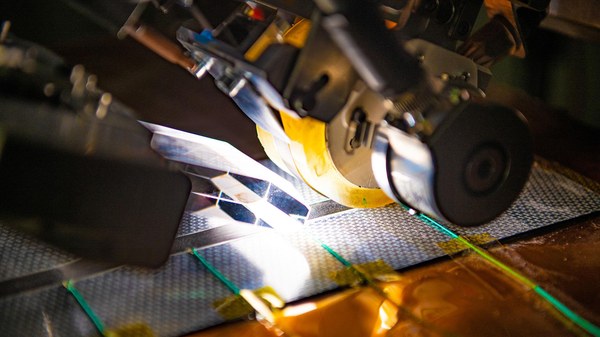
The processing of thermoplastic CFRP tapes in an "Automated Fibre Placement" (AFP) process is an additive method for manufacturing components. In AFP, tapes are continuously rolled onto a target geometry and heated to achieve adhesion. In PROCOMP, the aim is to achieve in-situ consolidation, i.e. complete consolidation directly at fibre deposition. Typical processing temperatures for high-performance thermoplastics are around 310-450 °C. Therefore, laser-based heating sources with a high energy density are the standard for thermoplastic AFP processes.
In the project, a xenon flash lamp (flashlamp) will be tested as an alternative heating source, which is interesting for production in open production environments and of large components due to lower safety requirements. The energy input by the flashlamp is not directly comparable to a laser source due to its polychromatic spectrum and the absorption spectrum of the material. This can potentially have a positive effect on the process. The advantages and disadvantages of a flashlamp in-situ process are being comprehensively investigated.
Inline quality assurance
The AFP process is a complex, mechatronic process in which the interaction of all subsystems (e.g. roll storage, drives and heating source) must be optimally coordinated. Each subsystem, sensors and actuators as well as the material itself and the already deposited tapes, influence the result through the sum of the individual tolerances. This can result, for example, in deviations in the tape position, gaps/overlaps, ondulations, lint balls or air inclusions. In order to find these defects, three QA systems are tested and further developed in PROCOMP: The Tape Profile Sensor, Inline Thermography and Inline Air-Coupled Ultrasound.
The Tape Profile Sensor consists of a camera and a laser; the individual components can be aligned in any way, thus offering a wide range of configuration options. This flexibility allows the height profiles of highly reflective tapes to be recorded and, for example, gaps between deposited tapes to be detected. If the height profiles are converted into a point cloud, further defects can be extracted.
Since the tape profile sensor cannot detect defects in the laminate, two other approaches are pursued: Thermography tracks the cooling behaviour of the individual pixels for this purpose and generates cooling curves that are compared with the cooling curve of a defect-free material. Airborne ultrasound detects defects through the phase shift of the Lamb waves. A transmitter excites the laminate and a receiver picks up the changed signal. All three QA systems are mounted on the TPAFP head behind the pressure roller and measure the deposited tape without contact during the process.
Process data acquisition
PROCOMP records and evaluates extensive process data during the production of the components. For this purpose, all the systems used were integrated via OPC UA. In cooperation with the industry, a suitable server environment was implemented for storing the data streams (Kisters FASTQ, KiBiD, 3DViewStation and PKS). Numerous process values from the plants continuously flow into this. The values include process temperatures, target and actual values of systems, robot positions and hall data. During production, a process image of the real processes in the production cell is thus created.
The stored data is processed differently depending on the type. On the one hand, this is done with tools implemented in PROCOMP, such as an embedded CAD visualisation or in time series dashboards, which can be followed on screens at the plant as required. On the other hand, however, it is also done using external evaluation tools into which the process data are imported. The project specifically searches for correlations between the data records. For example, whether component anomalies found in the non-destructive component testing already show up in the live process data. The intended goal at the end of PROCOMP is the demonstration of a data-supported process evaluation.
A new production and design method for a hydrogen fuel tank
Video: Project PROCOMP
Your consent to the storage of data ('cookies') is required for the playback of this video on Youtube.com. You can view and change your current data storage settings at any time under privacy.
Video: Project PROCOMP
A new production and design method for a hydrogen fuel tank