Your consent to the storage of data ('cookies') is required for the playback of this video on Youtube.com. You can view and change your current data storage settings at any time under privacy.
Video: Adding additional functionality to large fibre composite structures with SEAM
The combination of additive extrusion technologies (3D printing) and Automated Fibre Placement (AFP) combines the flexibility of 3D printing with the performance of AFP laminates and thus enables the production of complex composite components.
Green bodies are first required for the production of near-net-shape silicon carbide ceramics (SiC). These are thermoplastic components produced on the "Pellet Additive Manufacturing" 3D printer (Pollen AM, France) using feedstocks developed in-house. The granule-based system is designed for feedstocks with a high filler content. This is necessary for successful processing into ceramics. Pyrolysis and Liquid Silicon Infiltration convert the green bodies into a ceramic.
Key data Pellet Additive Manufacturing
Build Volume
Ø 300 mm, H = 300 mm
Heating Build Chamber
70 °C + local heating plate around the nozzle ≤ 300 °C
Heating Build Plate
130 °C
Maximum Nozzle Temperature
420 °C
Other
2 separate extruders and material reservoirs
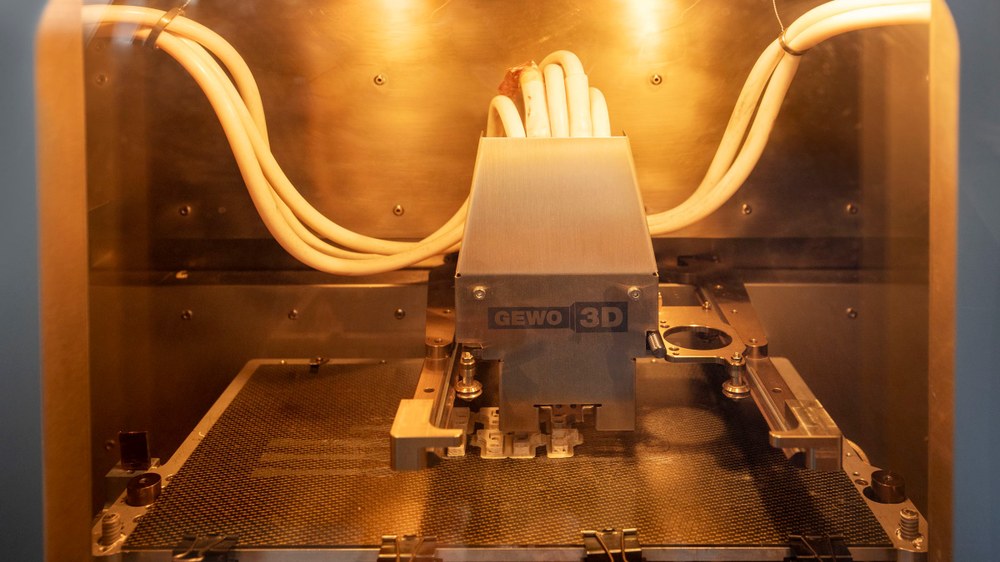
GEWO HTP 260
Structures in the aerospace industry are usually subject to stringent requirements on the materials used. For the use of additively manufactured, thermoplastic components, it must be possible to process high-temperature thermoplastics such as PEEK, PPS or PEI. This requires a heated build volume as well as a heated print bed with high tool temperatures. In order to produce components from these materials with good mechanical properties, the HTP 206 FFF printer from GEWO is used.
Key data GEWO HTP 260
Build Volume
350 x 150 x 170 mm3
Heating Build Chamber
260 °C
Heating Build Plate
270 °C
Maximum Nozzle Temperature
450 °C
Other
2 extruders for multi-material printing
Intamsys FunMat HT
An FFF printer from Intamsys is available for the production of tools made of engineering plastics such as PA or PC as well as for the production of small components made of high-temperature thermoplastics.
Key data Intamsys FunMat HT
Build Volume
230 x 230 x 260 mm3
Heating Build Chamber
90 °C
Heating Build Plate
160 °C
Maximum Nozzle Temperature
450 °C
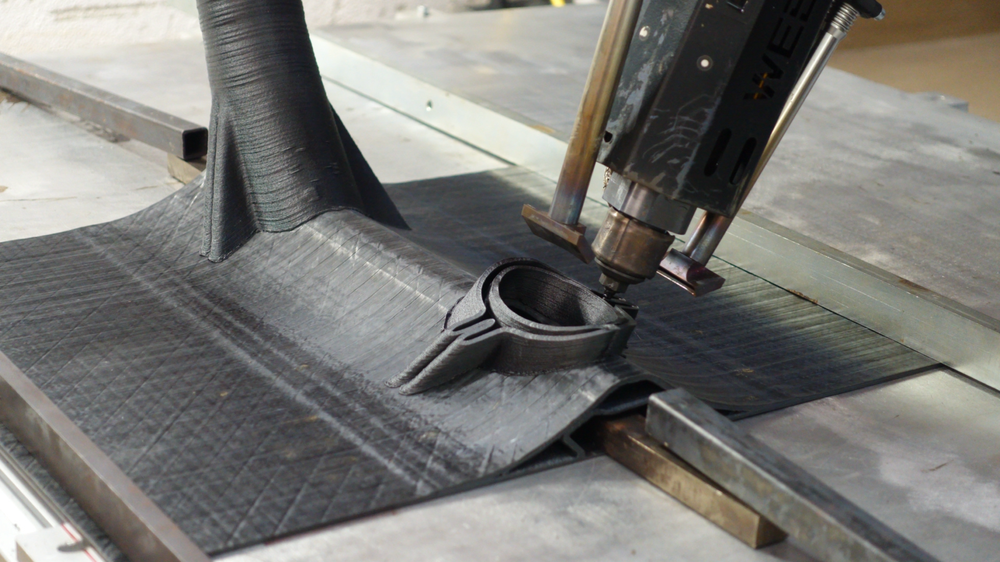
Weber DXR25
The DXR25 FGF (Fused Granular Fabrication) system from Hans Weber Maschinenfabrik GmbH enables 3D printing of large structures for the aerospace industry. The use of pellets as semi-finished products in a screw extruder offers a wide range of materials with high thoughput at the same time. The combination with a 6-axis industrial robot enables simultaneous multi-axis, non-planar printing in a large space that can potentially be scaled up to the size of an aircraft fuselage.
Key data Weber DXR25
Build Volume
1200 x 800 x 1200 mm3
Heating Build Chamber
not heated
Heating Build Plate
180 °C
Maximum Nozzle Temperature
450 °C
Industrial robots
Kuka KR 7
Track planning
AISync
Additional equipment
Process 11 parallel twin-screw extruder
A co-rotating twin screw extruder is available for the development and production of compounds for 3D printing. In addition to the good mixing effect, the Process 11 model is characterised by the fact that only a small amount of material is required, which means that trials can be carried out on a small scale and at low cost.
For 3D printing of ceramics, thermoplastic material must be mixed with ceramic and carbon powders. In addition, the in-house production of thermoplastic compounds makes it possible to specifically adjust the properties of the 3D printing material by mixing additives. For example, electrically or thermally conductive printable materials can be produced.
3Devo Composer 450
For further processing in FFF printing, a single-screw extruder is available for the production of 1.75 or 2.85 mm filaments.