In unserem letzten Fachartikel aus der Artikelreihe Ringgitterprüfstand Göttingen haben wir vorgestellt, warum aeroelastische Untersuchungen in Windkanälen entscheidend für das Verständnis und die Vermeidung von Flattern sind – und wie der Ringgitterprüfstand Göttingen dabei eine zentrale Rolle für die Aeroelastik von Turbomaschinen spielt. In diesem Beitrag widmen wir uns der praktischen Umsetzung: Wie werden Drücke und Schaufelbewegungen gemessen? Wie lassen sich daraus die aerodynamische Dämpfung und Flatterrisiken ableiten?
Warum messen – wenn man doch simulieren kann?
Moderne numerische Strömungssimulationen (CFD) liefern heute sehr detaillierte Ergebnisse. Doch besonders im transsonischen Bereich stoßen sie an physikalische und modelltechnische Grenzen. Hier können nichtlineare Wechselwirkungen zwischen Verdichtungsstößen und Schaufelschwingungen auftreten, die sich rechnerisch nur schwer abbilden lassen. Gezielte Experimente liefern hier die entscheidenden Referenzdaten – sowohl zur Validierung von Simulationen als auch zum direkten Verständnis der aeroelastischen Vorgänge.
Das Messgitter als Herzstück des Ringgitterprüfstands
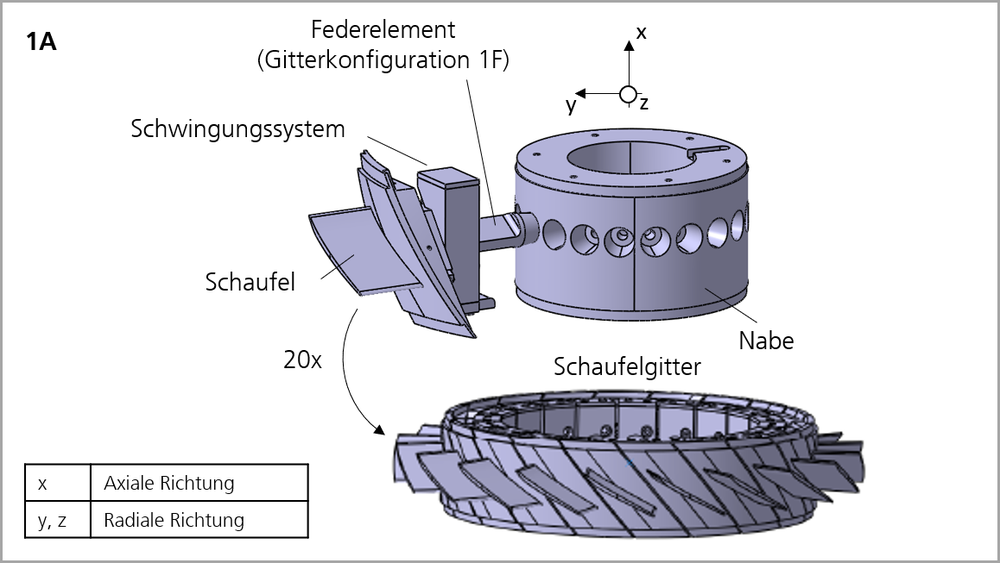
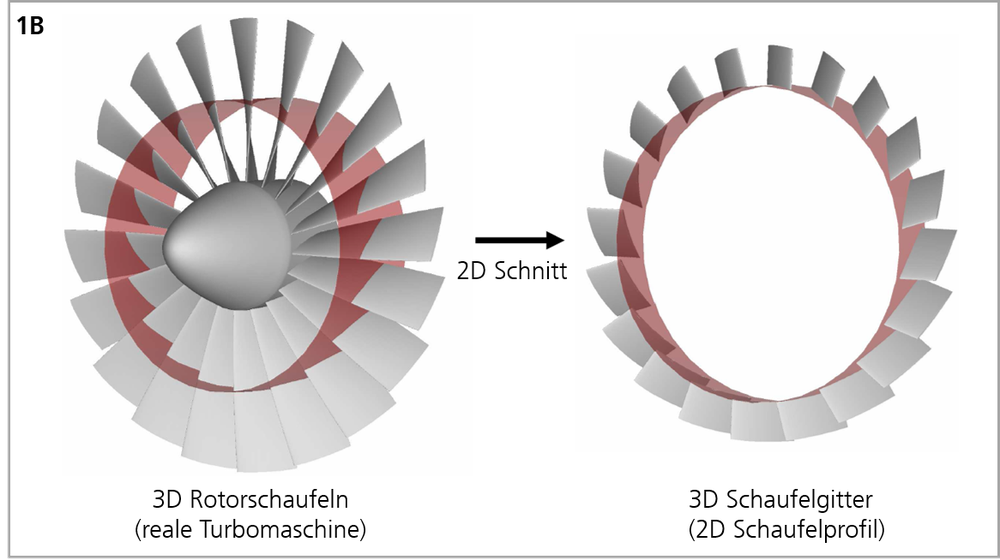
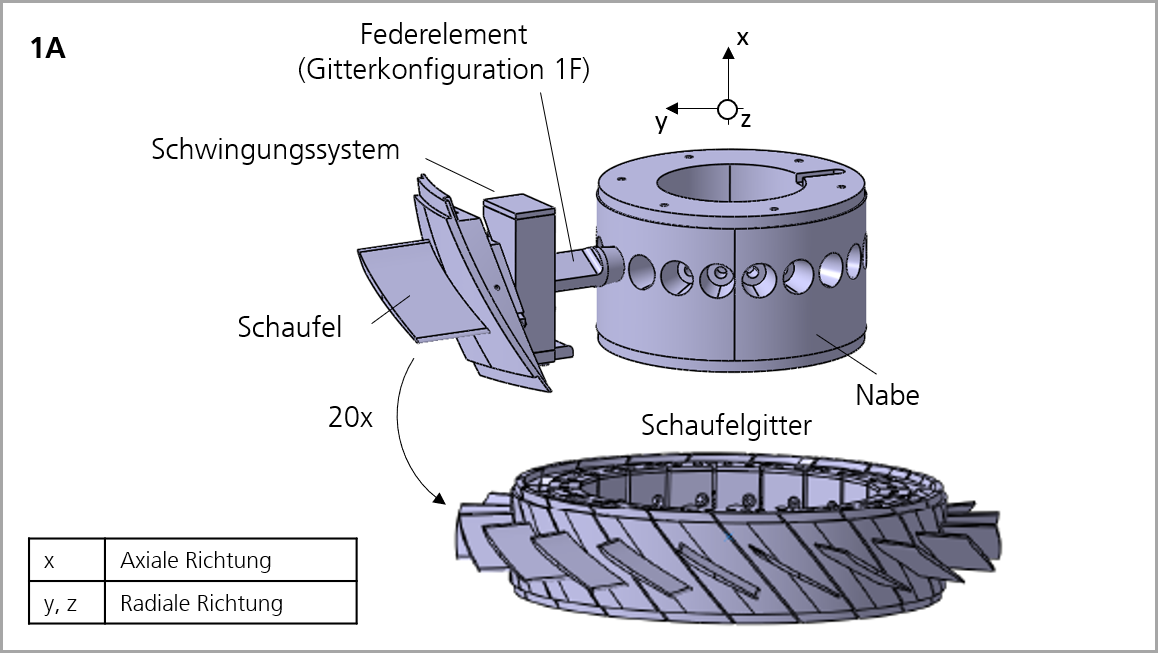
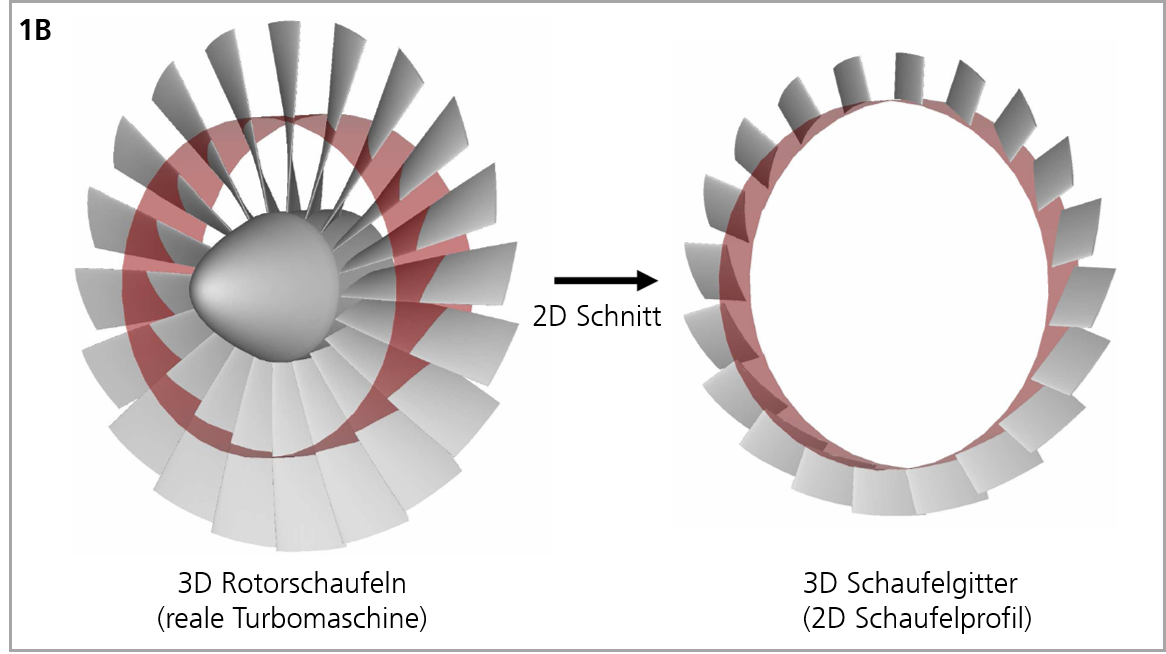
Herzstück der Messkampagnen ist ein ringförmiges Schaufelgitter mit 20 individuell anregbaren Schaufelschwingungssystemen (Abb. 1A). Dieses sogenannte Messgitter repräsentiert den Querschnitt einer Rotorschaufel in Form eines 2D-Schaufelprofils, das auf eine Länge von 40 mm extrudiert wird (Abb. 1B) – also ein repräsentativer Schnitt durch eine reale 3D-Rotorschaufel.
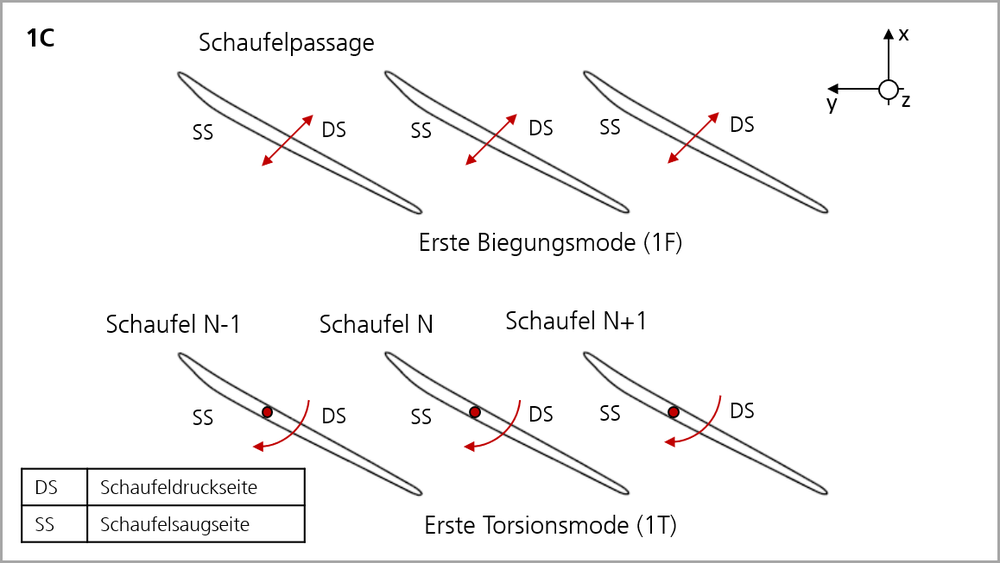
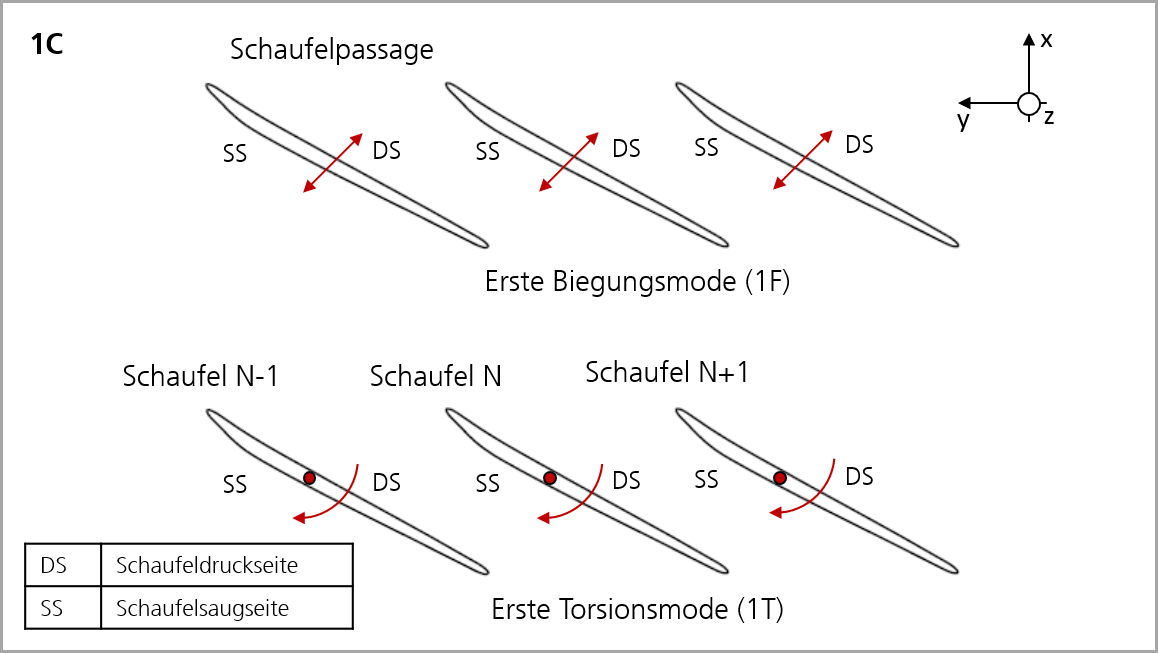
Für jede Schaufel können zwei strukturelle Schwingungsmoden gezielt eingestellt werden (Abb. 1C):
1F (Flap Mode) – Biegung senkrecht zur Profilsehne
1T (Torsion Mode) – Verwindung um die Profilachse
Diese beiden Schwingungsmoden werden jeweils durch speziell ausgelegte Federelemente realisiert (Abb. 1B). Für jede Mode – 1F (Biegung) und 1T (Torsion) – wird eine eigene Gitterkonfiguration aufgebaut. Dadurch entsteht ein konsistenter und vergleichbarer Datensatz für beide Schwingungstypen unter identischen Strömungsbedingungen.
Abbildung 1A: Prinzipskizze eines vollständigen Messgitters mit 20 individuell anregbaren Schaufelschwingungssystemen, ringförmig angeordnet
Zunächst werden die Schaufeln durch eine hydraulische Bremse blockiert. In diesem Zustand können wir die stationären Strömungsbedingungen einstellen und messen.
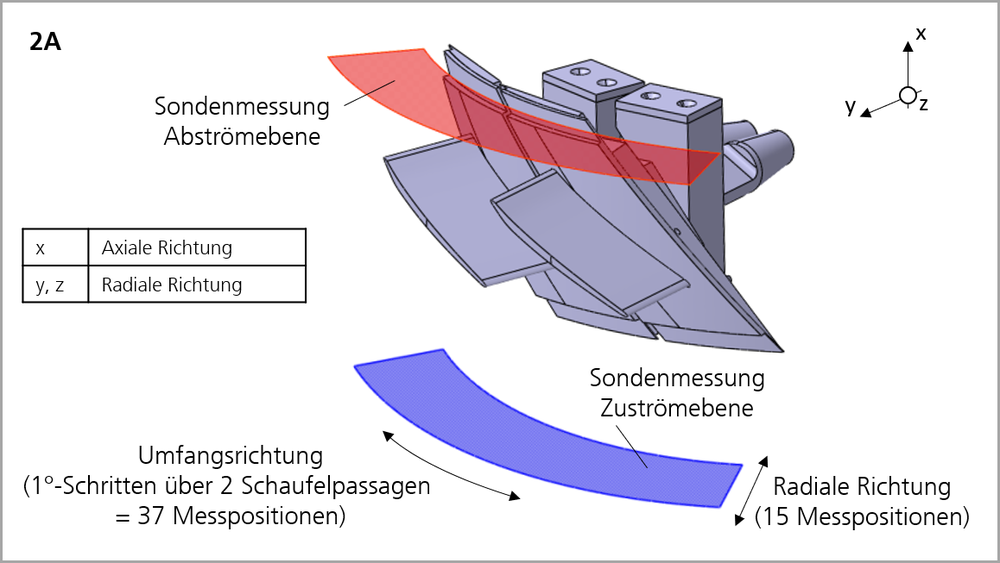
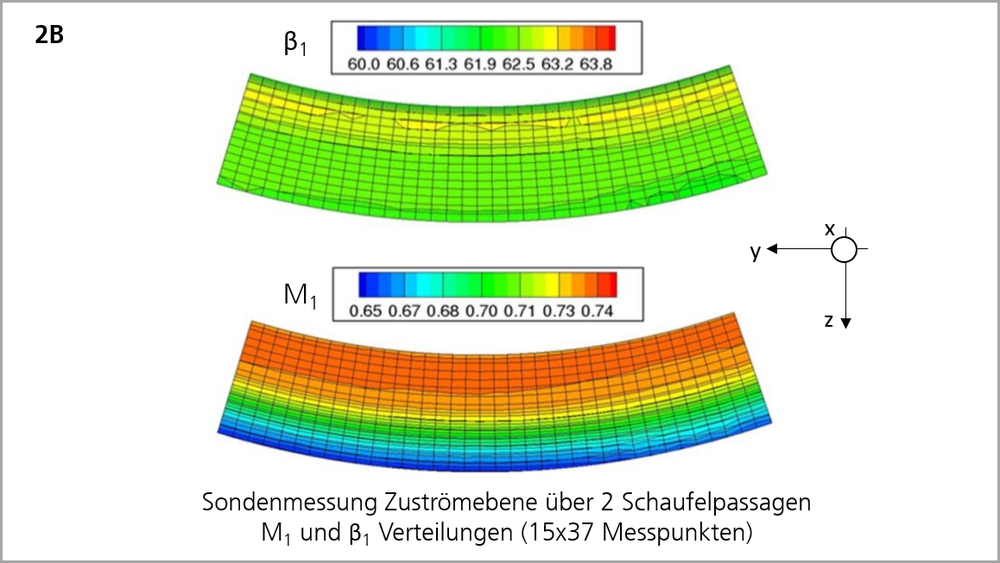
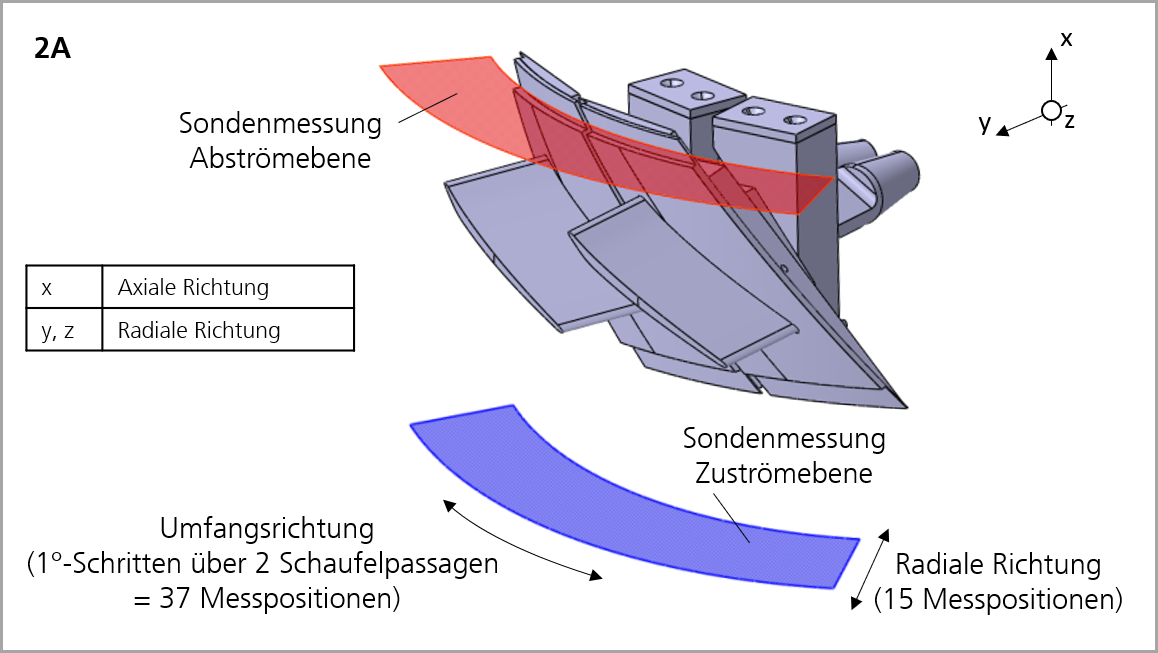
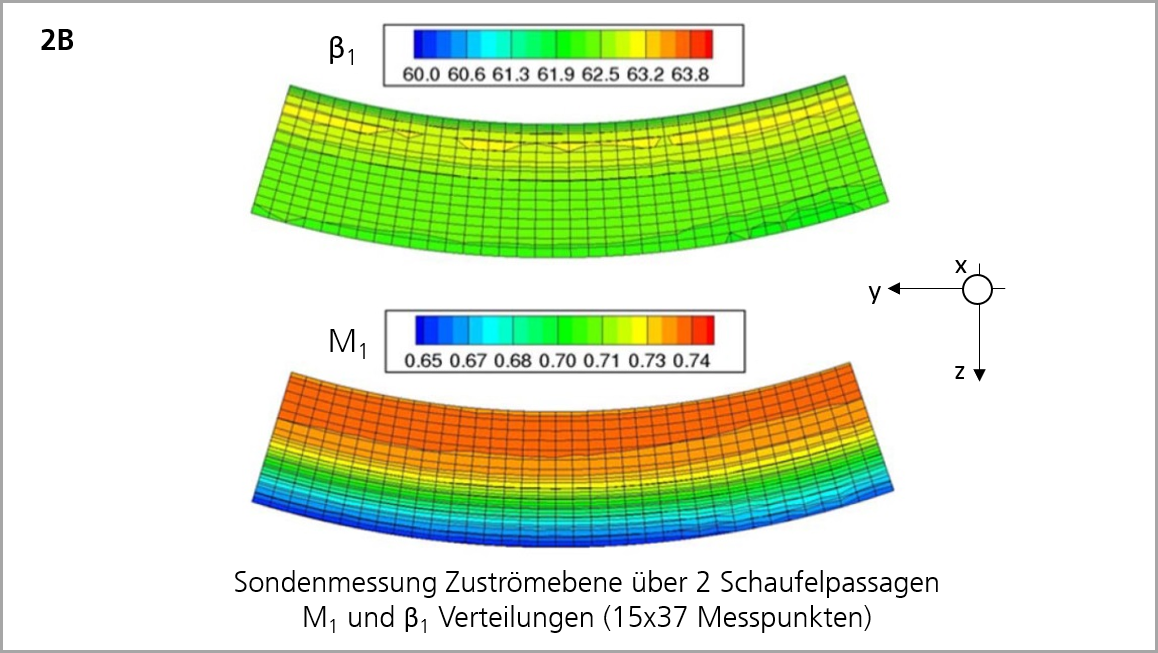
Zwei aerodynamische Sonden tasten das Strömungsfeld vor und hinter dem Schaufelgitter ab. Durch die Drehung des Gitters und die radiale Verstellung der Sonden werden Messpunkte in 15 Radialpositionen und in 1°-Schritten über zwei Schaufelpassagen hinweg erfasst (siehe Abb. 2A). So entsteht ein hochaufgelöstes Bild der Machzahlverteilung und des Anströmwinkels in einer axialen Messebene (Abb. 2B). Durch die Erfassung über zwei benachbarte Schaufelpassagen – statt nur einer – können wir zusätzlich die Strömungsperiodizität überprüfen und lokale Störungen besser identifizieren.
Instationäre Messungen: Schaufelbewegung regeln und erfassen
Anschließend wird das Gitter in Schwingung versetzt: Die hydraulische Bremse wird gelöst und trägt im instationären Betrieb die Wegaufnehmer, mit denen Amplitude und Phase der Schaufelschwingung kontinuierlich überwacht und geregelt werden.
Jede Schaufel wird kontrolliert in ihrer Eigenfrequenz angeregt – je nach eingebauter Gitterkonfiguration entweder im 1F- oder 1T-Modus. Ein zentraler Referenzoszillator liefert das Referenzschwingungssignal, das auf 20 gleichmäßig verteilte Phasen aufgeteilt wird. Durch gezielte Phasendifferenzen (IBPA) und gleiche Schwingungsamplituden zwischen den Schaufeln entsteht ein laufwellenartiges Muster – vergleichbar mit einer La-Ola-Welle im Stadion (Abb. 2C). So simulieren wir realitätsnahe Schwingungen, wie sie auch in echten Turbomaschinen auftreten.
Abbildung 2A: Darstellung der Messebenen in der Zu- und Abströmung, mit radial verstellbaren Sonden zur hochaufgelösten Erfassung des Strömungsfelds entlang zwei Schaufelpassagen
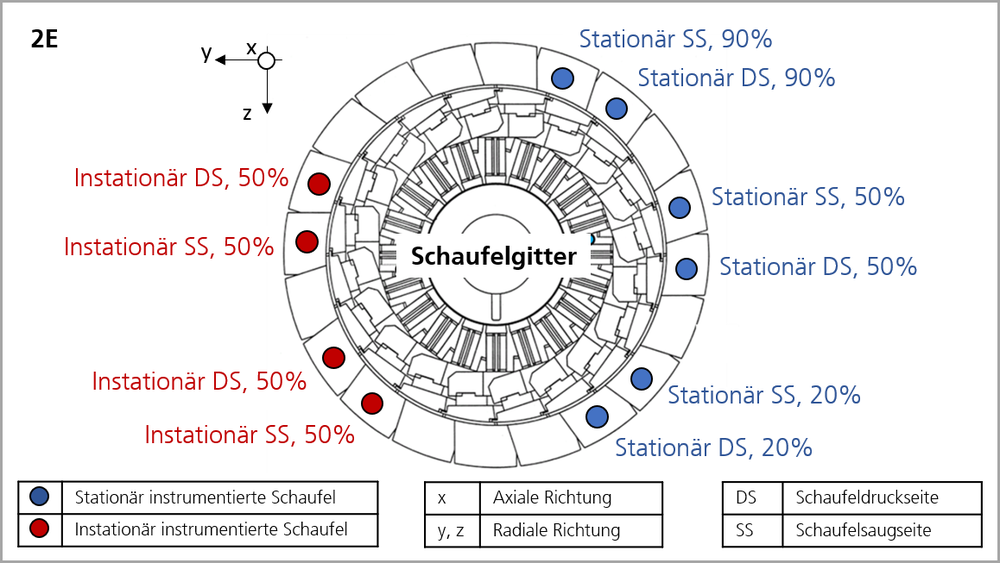
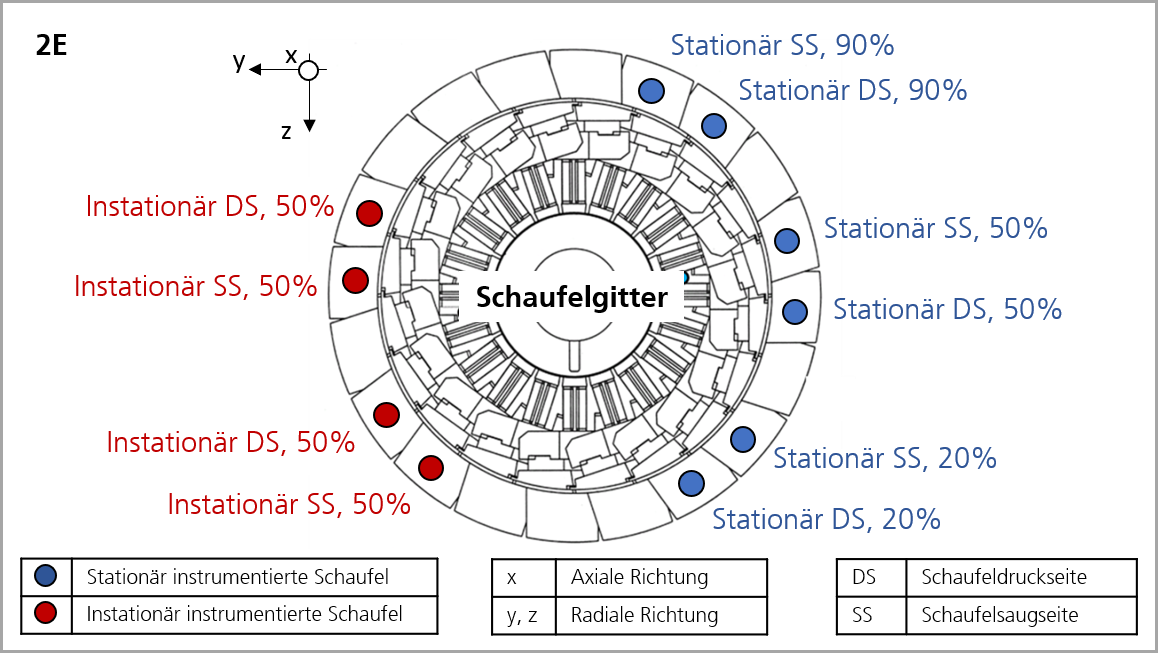
Abbildung 2E: Beispielhafte Instrumentierungsstrategie: Kombination aus stationären und instationären Druckmesspositionen an ausgewählten Schaufeln zur Erfassung der aerodynamischen Kräfte
Die aerodynamischen Kräfte auf der Schaufeloberfläche erfassen wir über:
stationäre Druckbohrungen: Sechs Schaufeln sind mit Bohrungen auf Druck- und Saugseite ausgestattet – jeweils entlang der Profilsehne bei 20 %, 50 % und 90 % der Schaufelhöhe (siehe Abb. 2B). Diese stationären Drücke werden im ersten Messdurchgang erfasst, während die Schaufeln blockiert sind.
instationäre Druckaufnehmer (Kulites): An vier weiteren Schaufeln befinden sich Bohrungen mit piezoelektrischen Druckaufnehmern an denselben Profilpositionen – typischerweise auf Höhe von 50 %. Zwei dieser Schaufeln dienen als Redundanzkanäle, um die Reproduzierbarkeit der Messdaten zu gewährleisten. Die instationären Drücke erfassen wir im zweiten Messablauf, wenn alle Schaufeln synchron mit der gleichen Frequenz, Amplitude und Phasenlage schwingen (Abb. 2D und 2E).
Da der Einbauraum in den Schaufeln begrenzt ist, werden Druck- und Saugseite auf separaten Schaufeln realisiert, die im Gitter direkt nebeneinander positioniert sind (Abb. 2E). So wird eine volle Schaufelpassage gemessen und kann für jedes Profil eine vollständige 2D-Druckverteilung über den kompletten Schaufelumfang rekonstruiert werden – typischerweise aus rund 20 Messpunkten pro Schaufel.
Von Signalen zur Dämpfung: Wie wir Flattern quantifizieren
Die zentrale Frage bei jeder aeroelastischen Untersuchung lautet: Gibt die Schaufel Energie an die Strömung ab – oder entzieht sie ihr Energie?
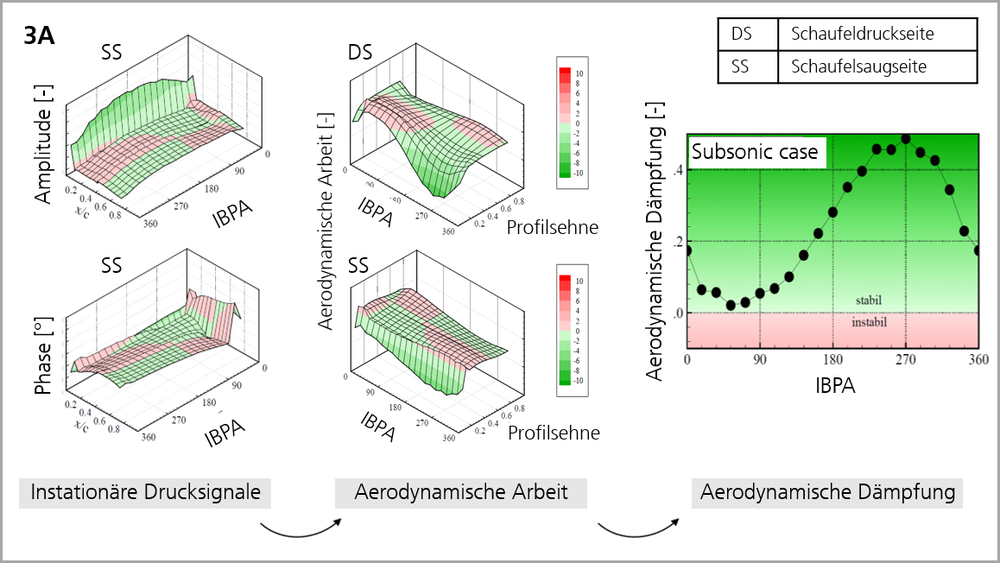
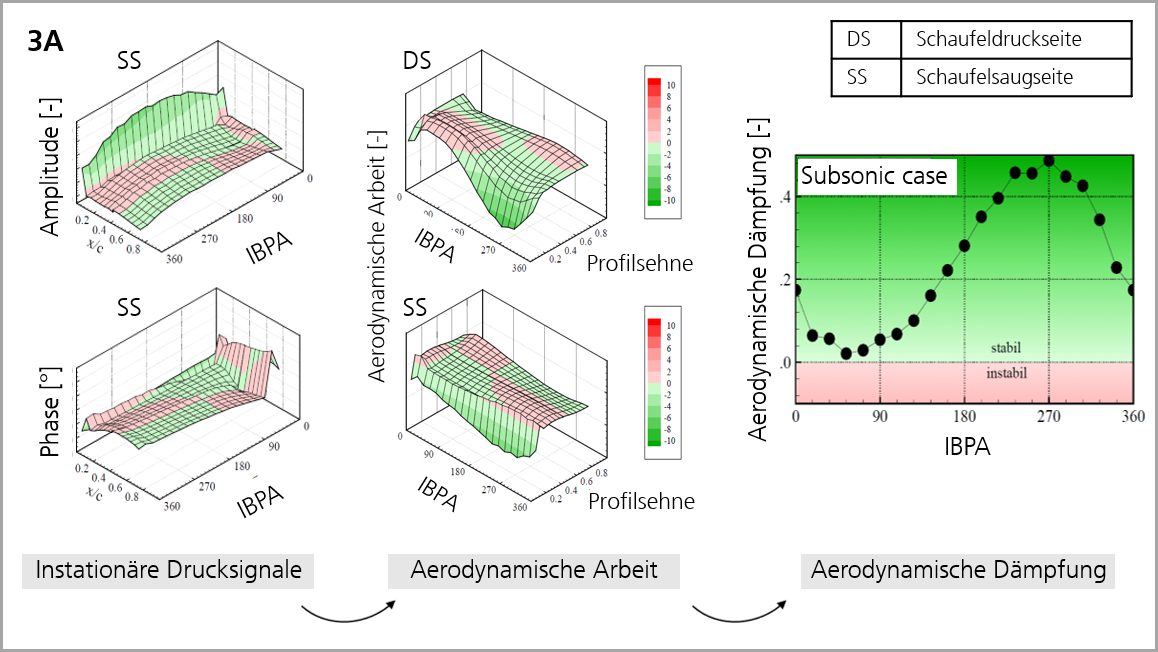
Um diese Frage zu beantworten, analysieren wir – wie in Abbildung 3A dargestellt – folgende Schritte:
Phasenverschiebung zwischen der Schaufelbewegung und dem instationären Drucksignal,
Lokale aerodynamische Arbeit auf der Druck- und Saugseite der Schaufel über einen Schwingungszyklus,
Gesamte aerodynamische Arbeit, integriert über alle Messpunkte entlang der Schaufel – daraus berechnen wir den aerodynamischen Dämpfungsparameter. Die Interpretation der Ergebnisse lautet:
Negative Gesamtarbeit → Die Schwingung wird durch die Strömung gedämpft → positive aerodynamische Dämpfung, stabiles Verhalten.
Positive Gesamtarbeit → Die Strömung verstärkt die Schwingung → negative aerodynamische Dämpfung, Flatterrisiko erhöht.
Dieser Ablauf wird für jeden Phasendifferenzwinkel (IBPA), jede Strömungsbedingung aus der Messmatrix und für jede Konfiguration (1F oder 1T) vollständig durchgeführt. Eine komplette Messkampagne dauert in der Regel etwa drei Wochen.
Abbildung 3A: Darstellung der Auswertungsschritte zur Bewertung der aerodynamischen Dämpfung aus den Druckmessdaten über die gesamte Schaufeloberfläche
reproduzierbaren und realitätsnahen Strömungsbedingungen,
macht den Ringgitterprüfstand Göttingen zu einem zentralen Werkzeug für die Validierung numerischer CFD-Verfahren, das Verständnis aeroelastischer Effekte – und damit die sichere Auslegung von Verdichter- und Turbinenschaufeln.
Ausblick
In den nächsten Teilen unserer Artikelreihe zeigen wir wie die Betriebsbedingungen im Detail eingestellt werden, typische Ergebnisse aus stationären und instationären Messungen, und wie diese Daten dabei helfen, Schaufeln robuster gegenüber Flatterphänomenen zu gestalten. Bleiben Sie dran!


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
